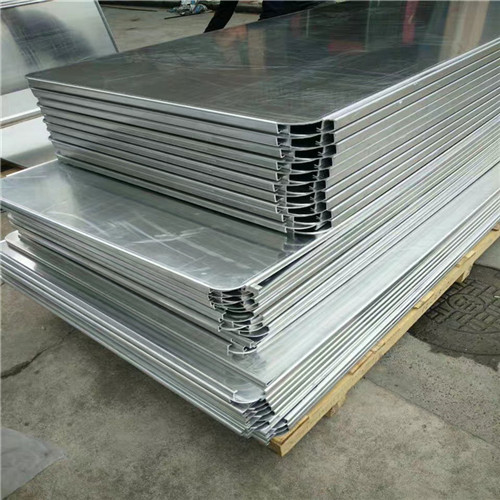
5052铝板成品退火工艺介绍
发布时间:2021-06-12 访问次数:
5052铝板制品退火工艺免清洗而直接退火,首先要确保卷材外表不出油斑,并且还要确保残油能完全蒸发,工艺窗口很窄。温度过低,不出油斑,但有残油;温度过高,没有残油,但出油斑拉。
第一阶段,炉气设为180℃,升温速度设为35℃/h,开负压和吹洗,起到空气环境下的预烘干作用;第二阶段,当炉气到达1800C时,开始充气,将炉内的氧含量控制在0.1%以下,然后保温6h,起到无氧环境下的预烘干作用,油品不会因氧化而成油斑;第三阶段,炉气改设为235℃,升温速度设为30℃/h,当卷 材温度到达230℃时,保温3 h,卷材调质结束,到达预期的力学性能。此刻,残油也蒸发结束,但始终没有进入成油斑的危险温度规模(2450C一4000C);第四阶段,炉气设为0℃,发动旁冷风机,快速降温,当金属温度降至150℃以下出炉,接触空气。
新工艺生产出的卷材,外表质量良好,无油斑和残油,满意标准的要求,内部安排调查:晶粒细 小、较均匀,无纤维安排。这种安排状态的各向异性小,折弯不易开裂,而惯例热轧低温直接下线产品是纤维安排,各向异性大,板材横向折弯时简单开裂。新工艺生产出的5.0 mm厚度5052H32铝合金中厚板,其力学性能和折弯测验成果见表4.将板材发给终端用户试用,使用作用良好,90度0t折弯不裂,新工艺产品到达了预定的目标要求。